Induction Heating for Plastic Extrusion
2017-06-15
Induction Heating for Plastic Extrusion
This is introduced the Induction Heating for plastic extrusion machine. Unlike heater bands extruder, an important feature of the induction heating is heat generated inside the barrel itself, instead of by an external heat source via heat conduction. Induction generates heat by passing alternating current through a coil or wires wrapped around the barrel to generate a magnetic field. The strength of the field varies in relation to the strength of the current passing through and the number of turns in the coil. Eddy currents are induced from magnetic field on barrel and the phenomenon of resistance generates heat in the area where the eddy currents are flowing.
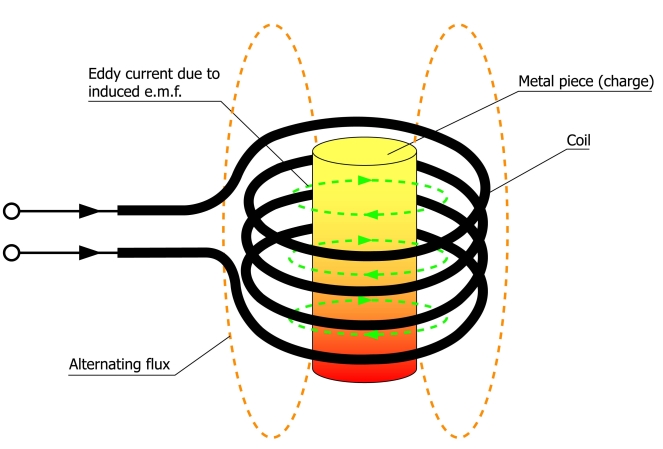
Fig1. shown heat produced by Induction heating. The eddy currents flow against the electrical resistivity of the metal generates heat in the area where the currents are flowing.
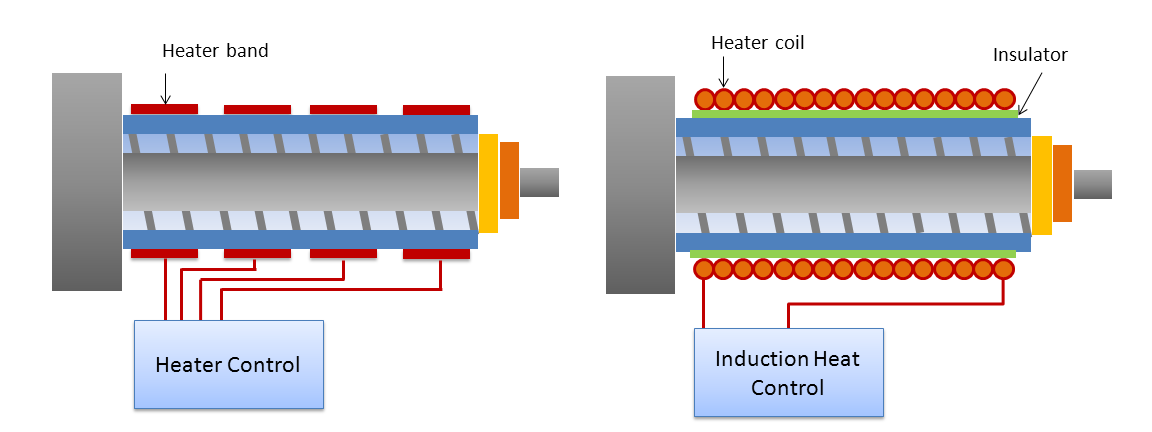
Fig2. Cross-section of extruder barrel shown the comparison of classical heating and induction heating
Example Application of Induction Heater in Blower Machine for Plastic Bag
Plastic bag blower machines are currently favor to apply the induction heating for producing the heat instead of the heater band. Induction heating improves energy efficiency for injection and extrusion processes. Heat is directly generated in the barrel of the machine, reducing startup time and energy consumption. The induction coil can be placed outside thermal insulation, so it operates at low temperature and has a long life.

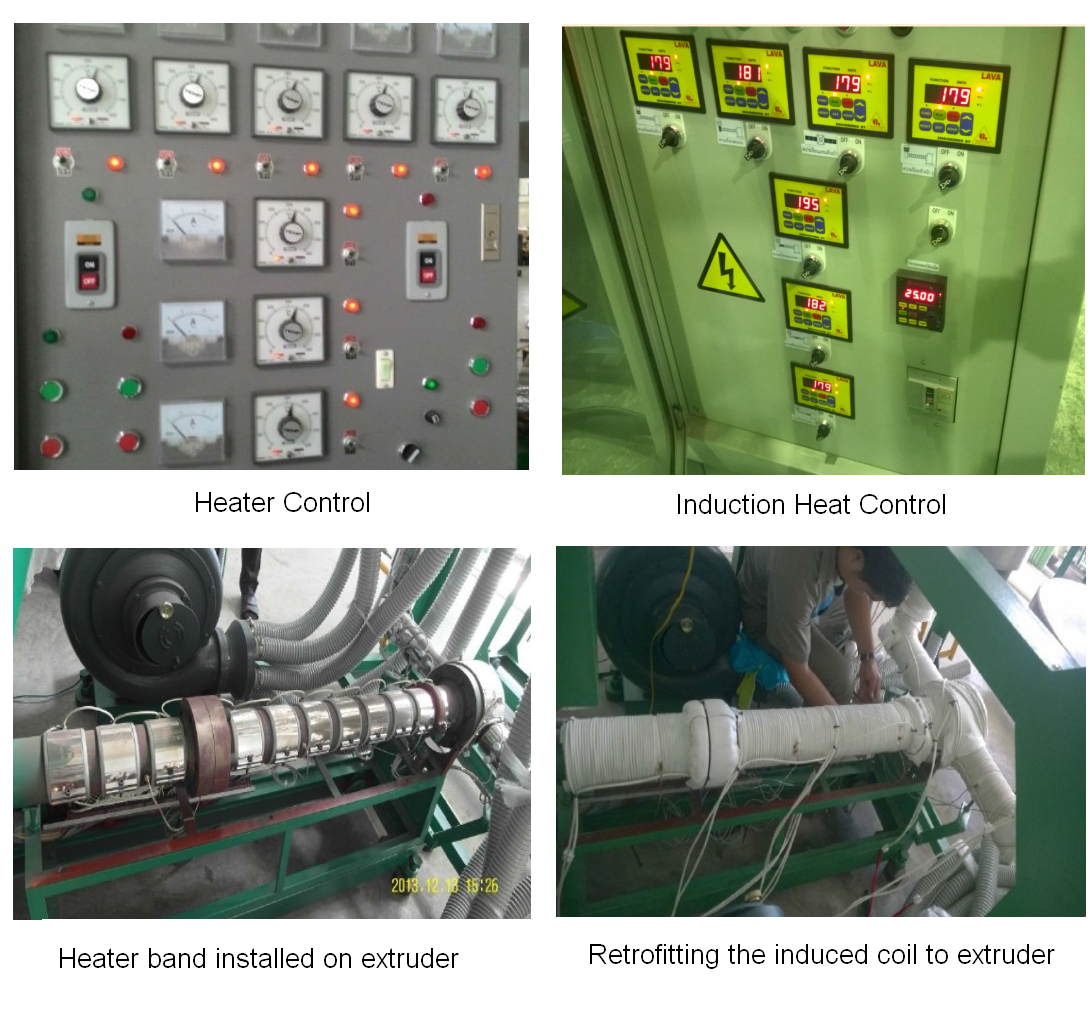
Fig3. Plastic Bag Blower Machine

Fig4. Retrofitting the extruder barrel with induced coil for induction heating
Comparison of the Heater and Induction
1) Installation
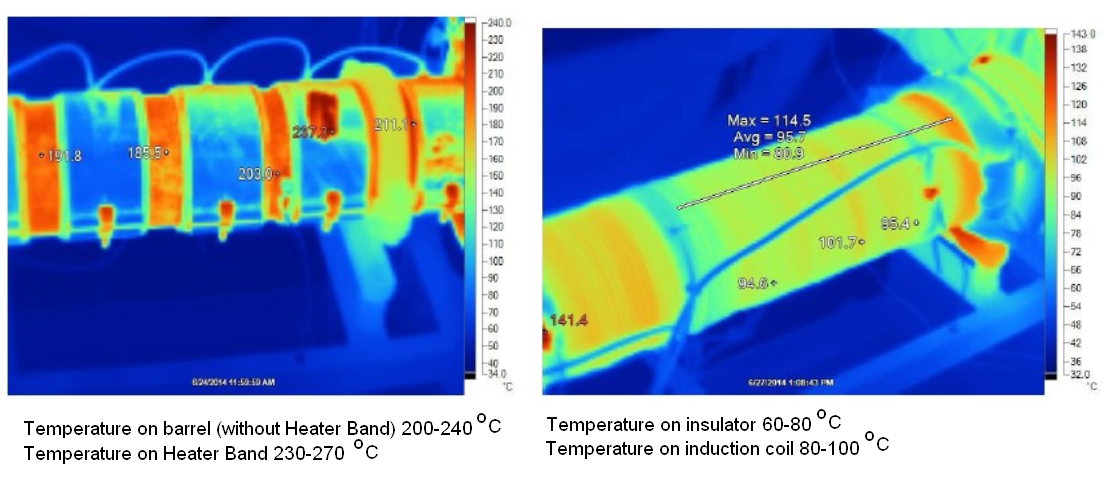
2) Temperature
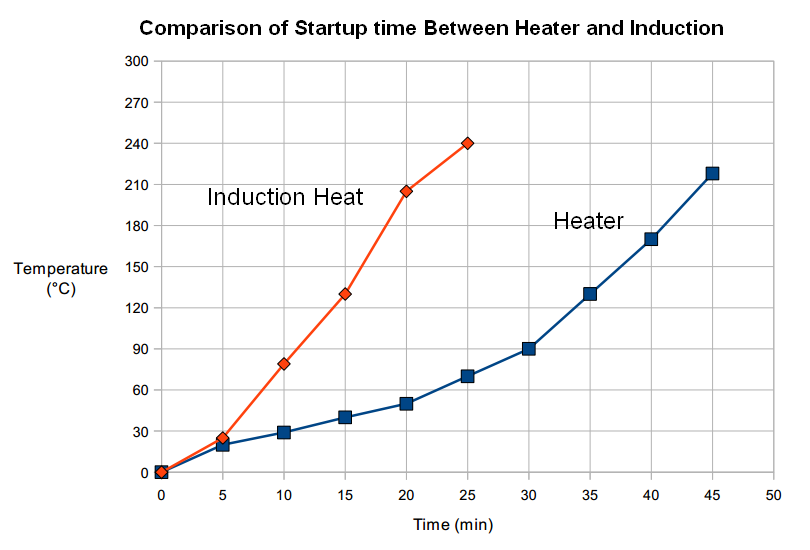
3) Startup Time
4) Energy Saving
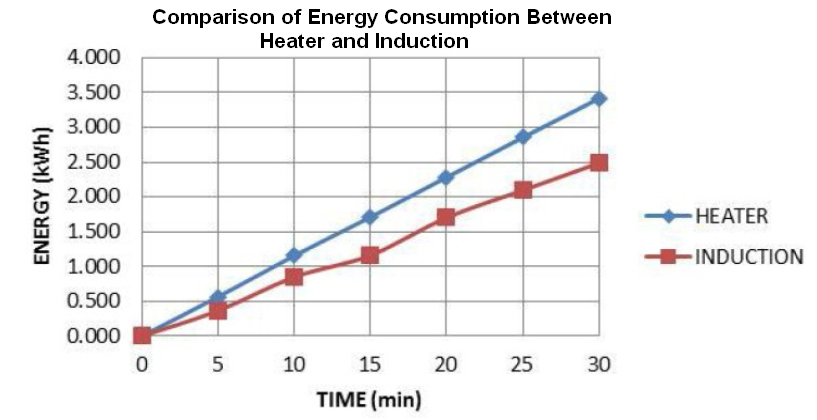
At 1 hour.; Energy consumption of heater is about 6.8 kWh while induction heating uses 4.9 kWh. The energy saving is about 28%
Benefits of using Induction Heating Compared to Heater Conclusion
1) Easy installing and retrofitting the induction coil to barrel extrusion.
2) More temperature control accuracy with in +/- 1% (heater's accuracy +/- 3%)
3) Lower temperature on machine to reduce downtime of machine cased heater
4) educe the start up time of heating about 15-20 min.
5) Energy saving 25-30%
6) Payback period is about 6- 8 months


